提高喷嘴性能的方法
1、条件雾化角如图1,在距离喷嘴前250mm处,作一垂直于水雾中心线的垂线,该线与水雾边界交于两点,将这两点于喷口中心相连,两连线之间的夹角即为条件雾化角,条件雾化角大小决定着雾粒所能覆盖尘源的面积,条件雾化角越大,雾粒覆盖尘源的面积就越大

2、雾滴粒径雾滴粒径指水流通过喷嘴后,被雾化成微小雾滴的直径,喷雾降尘是雾滴与尘粒的碰撞过程,在水量一定的条件下,雾化后的水滴粒径越小,越接近尘源的粒度,该单位水量雾化成水滴的数量就越多,与空气中的尘粒碰撞的机会就越多,但雾滴过小时,雾滴还来不及与尘粒发生碰撞就蒸发了,也起不到降尘作用,经验表明,雾滴粒径在40-50um范围内时降尘效果最佳
3、雾滴分布均匀度雾化后的水滴粒径有大有小,是不均匀的,同时,雾滴所覆盖的范围内,各部分的雾滴数量不同,水量不均匀,即雾滴分布存在着不均匀现象,这对降尘不利
4、雾滴速度雾滴速度越高,其动量越大,越能有效的和尘粒碰撞,若雾滴速度过小,从喷嘴喷出的雾粒又处在风流中,雾滴就易被风流吹散,起不到降尘作用,可见,喷嘴喷出的雾滴速度越大,越有利于降尘,此外,喷嘴的射流形状及最大射程,也是影响降尘效果的主要参数
5、提高喷嘴性能的途径在常规喷嘴基础上,已研制出高压喷嘴,压气喷嘴,声波雾化喷嘴,电雾化喷嘴,这些喷嘴的性能大大改善,对此本文不作进一步介绍,本文仅就从改变常规喷嘴本身结构形式及参数来探讨提高喷嘴性能的途径
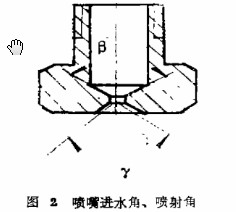
6、改变进水角如图2所示,B角即为喷嘴进水角,在一定范围内,B角越大,喷嘴喷射角Y越大,但B不能大于180度,经验上B值一般在30-120度范围内,可见要得到较大的条件雾化角,即喷射角,可采用增大进水角的办法
7、改进导水芯结构导水芯是喷嘴的一个重要零件,其作用是使用水产生旋转,从而使水的紊流脉动加剧,促进水雾化,改变导水芯的形状和螺旋角度,使导水芯的旋流作用加强,可以取得较好的雾化效果,同时还可增大喷嘴的条件雾化角
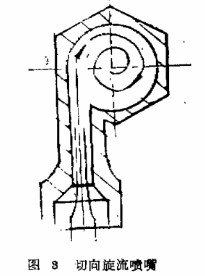
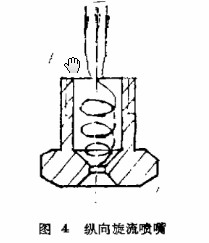
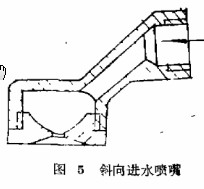
8、改变旋流形式目前喷嘴常采用的旋流形式有两种:即切向旋流和纵向旋流,切向旋流喷嘴(如图3)具有较大的切向水流旋转速度,因而得到较大的雾化角,但雾滴出喷嘴口后的速度和射程较小,纵向旋流喷嘴(如图4)具有较大的轴向水流速度,因而雾滴速度和射程都很大,拟采用一种新的进水方式,即斜向进水方式(如图5),喷嘴内的紊状水旋流将兼有切向旋流和纵向旋流的特点,其雾化条件将得到改善
9、增大旋流室空间在旋流室,已经旋转的水流在其后涌进水流的动力推挤下,其旋转作用进一步加剧,当喷嘴具有足够大的旋流空间,水流就能经过充分旋转后再喷出喷嘴口,产生较好的雾化效果,增大旋流室空间包括增大旋流室直径和旋流室高度,实验证明,增大直径比增大高度效果显著,但直径和高度的增加也有一定极限,当超过某一值以后,随着空间参数的增加,喷嘴性能反而降低
10、采用多孔喷嘴在需要较大喷射角,又不受水量限制的场合,可考虑采用多孔喷嘴,多孔喷嘴具有水量大、喷射角度大的特点,其条件雾化角可达180度左右,为大尘源条件下的理想喷嘴,
11、提高加工精度加工精度直接影响喷嘴的性能参数,嘴口直径偏差过大,将影响喷嘴的流量特性,旋流室内壁粗糙,有毛刺将影响喷嘴的雾化质量和雾化角,导水芯孔与喷口不同心会使水雾分布不均匀,因此喷嘴加工有一定的精度要求,一般加工精度要求达到9级,导水芯上的孔与喷口同轴度不得大于0.06mm
12、选择合适的加工材料能用于加工喷嘴的材料较多,但有优有劣,塑料材料来源广,成本低,但难加工出较高精度的喷嘴,铸铁加工出的喷嘴,精度较塑料喷嘴高,且能承受较大水压,但使用一段时间后因生锈影响到雾化性能,用铜或不锈钢喷嘴,能加工出高精度的喷嘴,喷嘴不生锈,承受的水压高,耐用,生产中多采用铜或不锈钢加工高精度喷嘴