怎样加工4NWL泥浆泵轴(1)
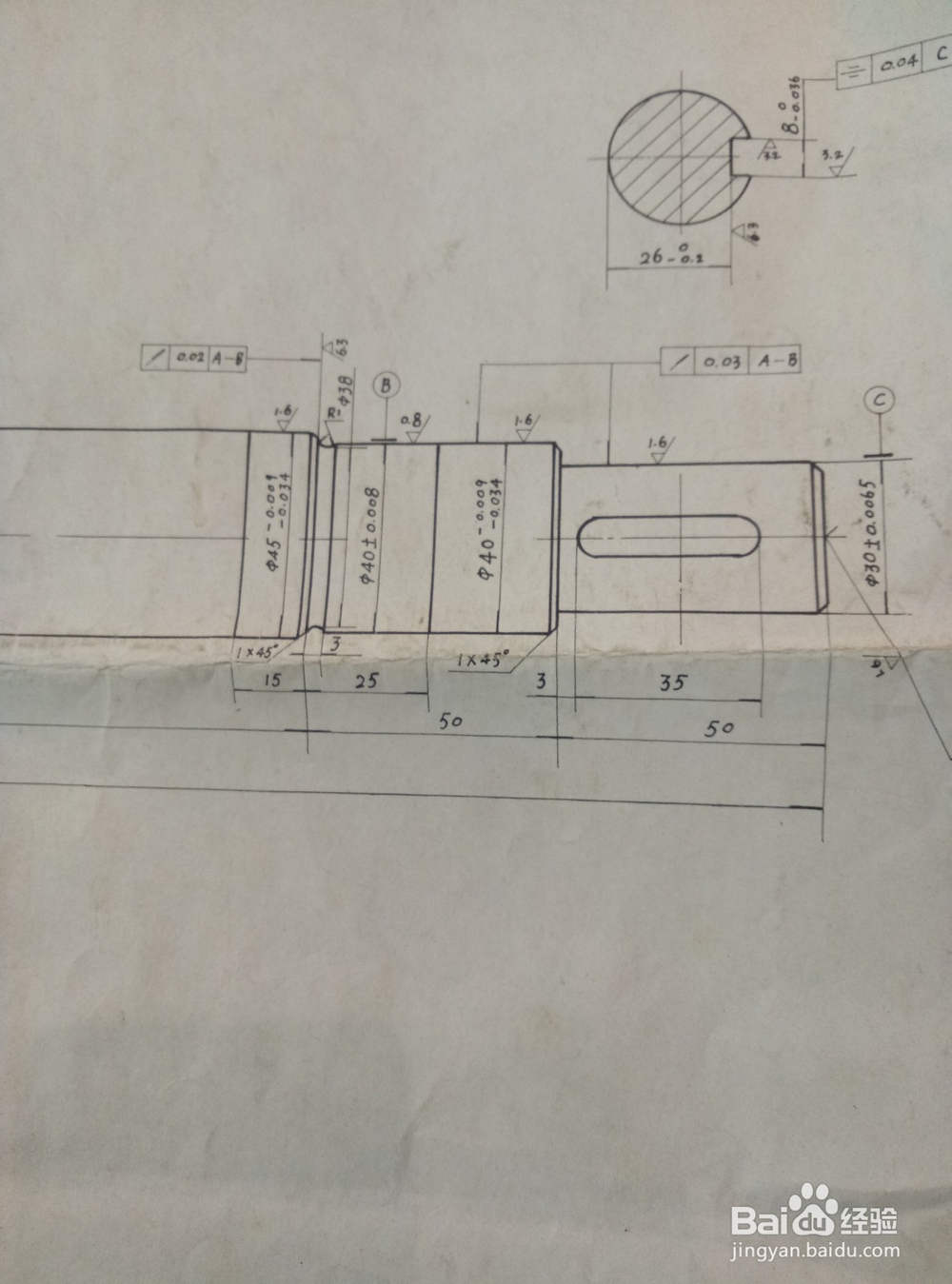
1、首先看懂零件的图。这是加工前必须备好的,它包括各部分的尺寸和要求。
2、接着分析加工步骤,包括该怎么装夹,从哪里开始加工,哪些是要精加工,哪些是需要磨床加工等,都要进行分析。

3、然后开始装夹,选择最优的加工方法。使用2顶针可以提高同心度,提高产品的质量。

4、再对照图纸加工。车削外圆直径达到45毫米。使用游标卡测量就可以了,这里根据实际情况,得出是粗加工。光洁度要求低一些。

5、接着加工第一阶,直径45,长度520。第二阶,直径40.25,长度50。第三阶直径30.25,长度50。注意直径都使用千分卡测量,要留余量。

6、经过以上步骤就加工完成轴的一端,即加工出轴承安装尺寸和联轴器安装尺寸。再对调轴,加工另一端。

7、同样是车削外圆,尺寸是40.25。注意长度是从先加工的520里面留下510。保证中间的尺寸,剩下的长度就是轴这端第一阶的长度。
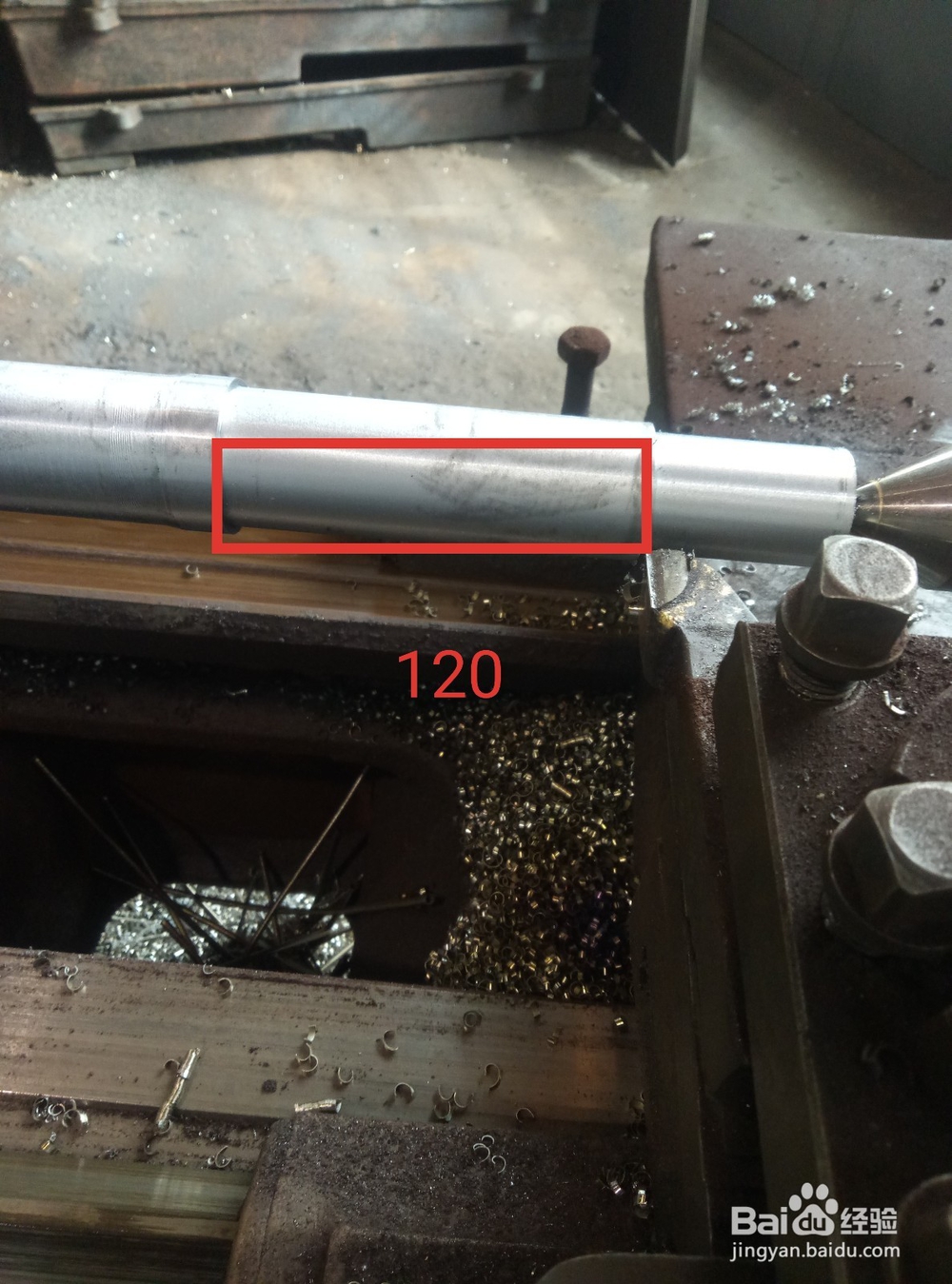
8、长度510加工后,再把510这一段两端分别留15毫米长度,其余的再车削外圆到43.5左右。
